

iR - oR - tR
Introduction
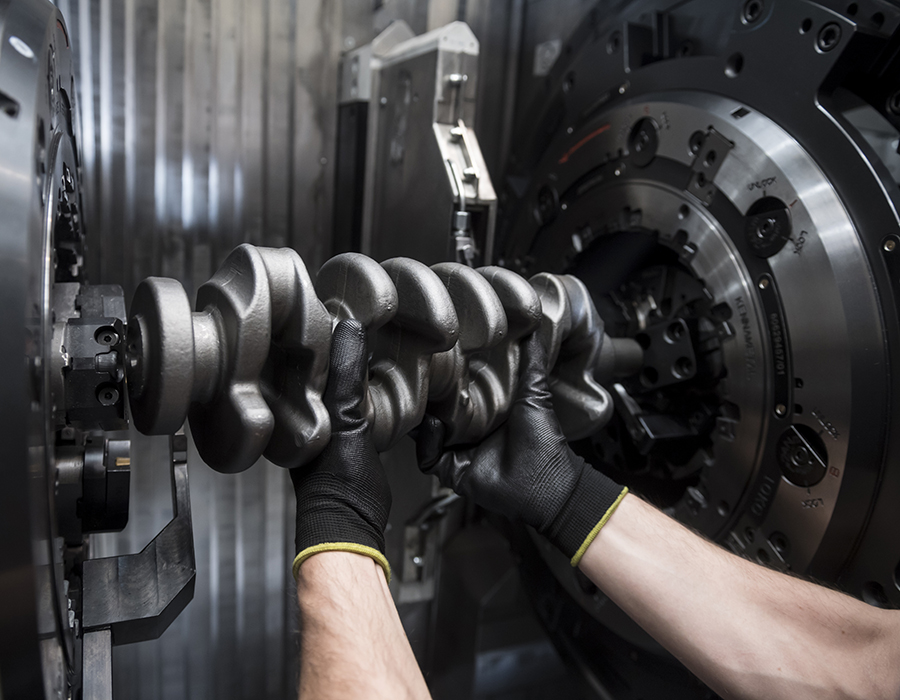
Die Maschinenbaureihe iR hat als Grundlage das gesammelte Know-how mit Anlagen für hohe Stückzahlen für die Bearbeitung von Kurbelwellen und Nockenwellen aus Stahl und Guss.
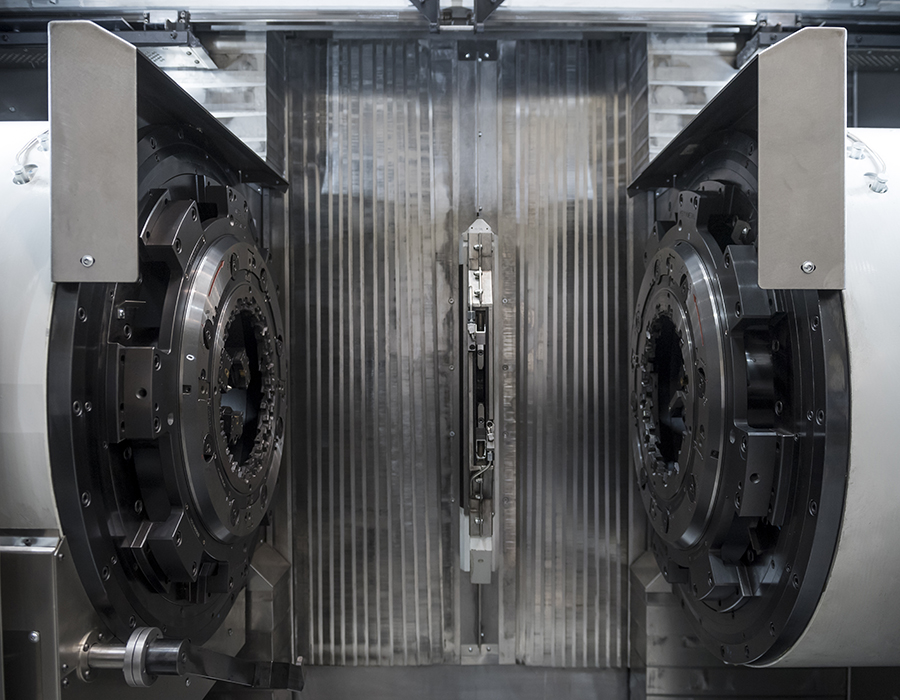
Basierend auf der Konfiguration eines Fräszentrums und unserer Erfahrung mit der Xflex-Baureihe ist es mit 2 verschiebbaren NC-gesteuerten Werkstückantriebsspindeln, einer unabhängigen NC-gesteuerten Lünette und 2 Innenfräswerkzeugspindeln ausgestattet, die zusätzliche Funktionen und Flexibilität bieten.
Dank ihrer Modularität ist sie dazu vorbereitet, in eine Außenfräsmaschine oder eine Dreh- / Dreh-Räummaschine umgerüstet zu werden.
Unsere einzigartige Konfiguration ermöglicht eine erhöhte Stabilität, eine verbesserte Späneabfur und einen sicheren und einfachen Zugang für Wartungsarbeiten.
- Hohe Modularität zwischen ID, OD und TTB.
- 2 verschiebbaren NC-gesteuerten Werkstückantriebsspindeln. Elektronische Druckfeder zum Steuern der Kraft zwischen Spitzen.
- Standard Ausgleichsspannfutter, mit festen Spitzen. Vollständig abgedichtet und wartungsarm.
- Höchste Steifigkeit von Werkstückspindeln durch reduzierte Überhanglänge der Futterfläche zur Führung.
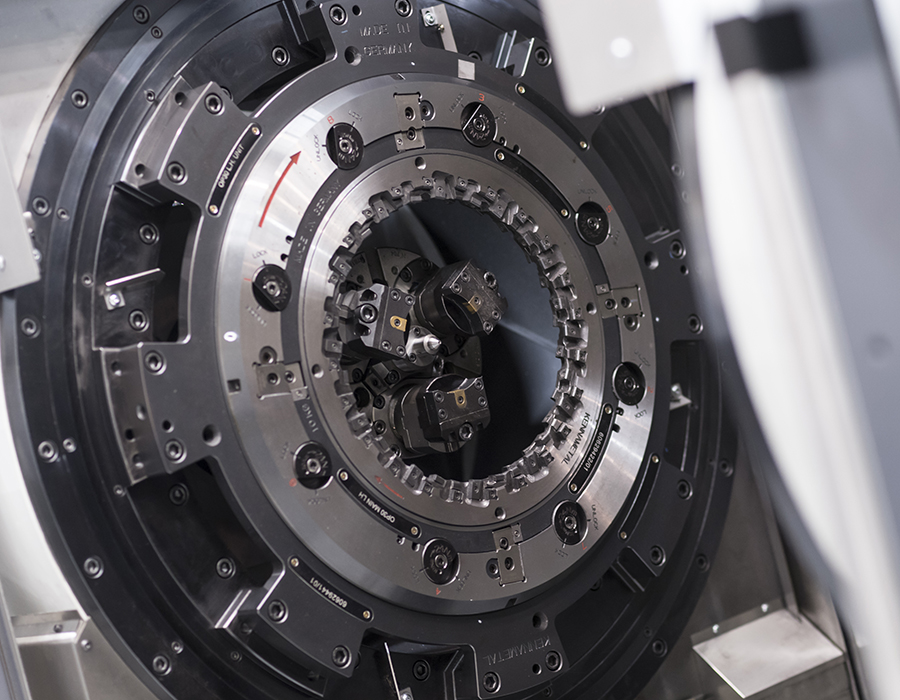
- Höchste Steifigkeit von Werkzeugspindeln durch größere Lager.
- Wartungsarme Komponenten, wie die Direktantriebsmotoren für Werkstückspindeln.
- Eingehend optimierte Späneentsorgung.
- Ergonomisch vorbereitet für Werkzeugwechsel- und Wartungstätigkeiten.
- 9-Achsen-Maschine: 7 linearachsen, mit linearen Maßstäben und 2 mit direktem Drehgeber.
- Werkstück-Direktantrieb durch Torquemotoren.
- Werkzeugantrieb über Hauptspindelmotoren mit Drehzahlregelung über den elektronischen Treiber.
- Feste Spitzen in beiden Futtern, ohne hydraulisches Gleiten und Späneaufbau.
- Lünette NC-gesteuert in einem unabhängigen Schlitten.
- Werkstückauflagekontrolle.
- Erhöhte Steifigkeit der Maschinenkonfiguration.
- RFID der ID-Werkzeuge.
- Ungehinderter Späneabwurf, für Trockenbearbeitung ausgelegt.
- Vollständig abgedichteter Edelstahl-Vorderseitenschutz, ohne flache Flächen.
- Bett in Wabenbauform, mit direkten Spänefall auf den unteren Förderer.
Machine architecture

Bearbeitungseinheiten
- 2 NC-gesteuerte Werkstückeinheiten (W1, W2).
- 1 NC-gesteuerte unabhängige Lünette (W3).
- 2 NC-gesteuerte Werkzeugspindel-Einheiten (Z1/X1, Z2/X2), ausgestattet mit S1/S2-Frässpindeln.
- Reduzierter Überhangabstand ab Stirnseite des Spannfutters zum vorderen Lager und dessen Führung an der Säule.
Spannvorrichtung
- 1 Werkstück pro Spannvorrichtung.
- Drehachsen: synchronisiert C1 / C2.
- Werkstückvorablage, entsprechend der Geometrie von Flansch und Zapfen:
a) Rotierende Vorablagen, am Spannfutter befestigt.
b) Einziehbare Vorablagen, für besseren Spanabwurf.
Optionen
- D-Werkzeugüberwachung zur Brucherkennung einzelner WSP.
- Schwingungs-Überwachung.
- Werkzeugtemperatur-Überwachung.
- Temperaturüberwachung der Spindel-Hauptlager.
- Temperaturüberwachung der Torquemotoren.
-
1 Bearbeitungseinheiten
- 2 NC-gesteuerte Werkstückeinheiten (W1, W2).
- 1 NC-gesteuerte unabhängige Lünette (W3).
- 2 NC-gesteuerte Werkzeugspindel-Einheiten (Z1/X1, Z2/X2), ausgestattet mit S1/S2-Frässpindeln.
- Reduzierter Überhangabstand ab Stirnseite des Spannfutters zum vorderen Lager und dessen Führung an der Säule.
-
2 Spannvorrichtung
- 1 Werkstück pro Spannvorrichtung.
- Drehachsen: synchronisiert C1 / C2.
- Werkstückvorablage, entsprechend der Geometrie von Flansch und Zapfen:
a) Rotierende Vorablagen, am Spannfutter befestigt.
b) Einziehbare Vorablagen, für besseren Spanabwurf.
-
3 Optionen
- D-Werkzeugüberwachung zur Brucherkennung einzelner WSP.
- Schwingungs-Überwachung.
- Werkzeugtemperatur-Überwachung.
- Temperaturüberwachung der Spindel-Hauptlager.
- Temperaturüberwachung der Torquemotoren.
Gallery


Anwendungsübersicht

Kurbelwelle
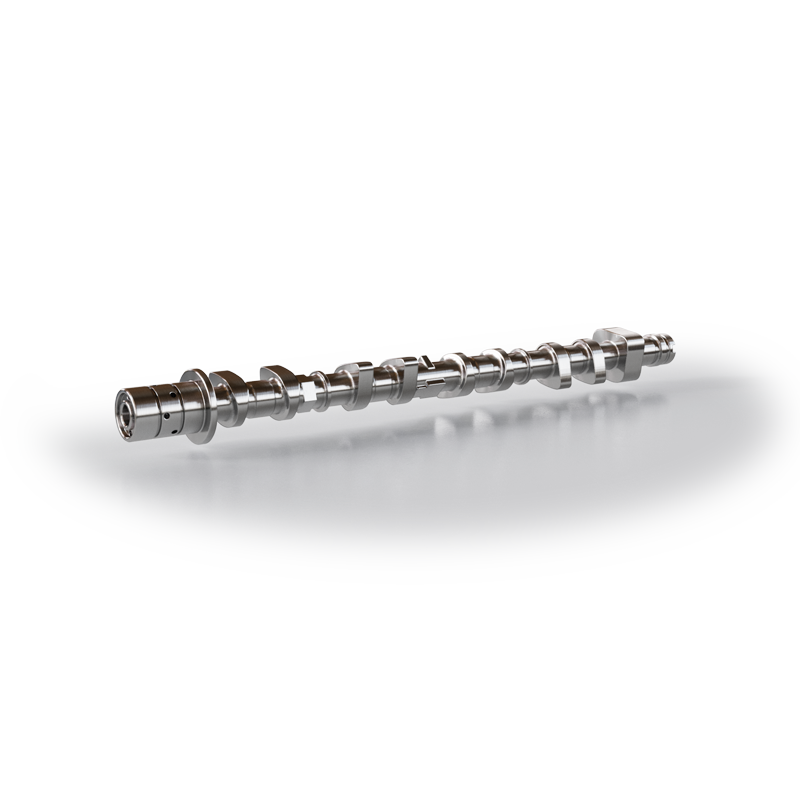
Nockenwelle
Produktübersicht

oR
Maschinenkonfiguration für Außenfräsen.

tR
Maschinenkonfiguration für Dreh-Dreh-Räumen.
Wir können Ihnen mit dem Fertigungsprozess von viele weiteren Anwendungen helfen
