

Solutions de fraisage et de tournage de portées
Introduction
La série iR/oR/tR a été développée pour offrir des solutions d’usinage à haute productivité pour la fabrication de vilebrequins et d’arbres à cames dans des environnements industriels exigeants.
Basée sur une architecture robuste de centre de fraisage, la machine intègre des technologies de broche avancées, une grande rigidité structurelle et une gestion optimisée des copeaux afin de garantir des performances stables et fiables.
Grâce à sa configuration modulaire, elle peut s’adapter à différents concepts d’usinage, offrant flexibilité sans compromettre la productivité.
- Grande rigidité machine garantissant un usinage stable et précis
- Configuration flexible pour des opérations internes, externes ou combinées
- Évacuation des copeaux optimisée pour une meilleure fiabilité du processus
- Conception de broches haute performance pour les opérations exigeantes
- Maintenance réduite grâce à des composants robustes et simplifiés
- Conception ergonomique facilitant l’accès et le changement d’outil
- Machine 9 axes : 7 axes linéaires avec règles de mesure et 2 axes rotatifs avec codeurs directs
- Moteurs couple Direct Drive pour les broches de pièce
- Moteurs de broche principale avec contrôle électronique complet de la vitesse
- Conception avec pointes fixes pour éviter les glissements hydrauliques et l’accumulation de copeaux
- Lunette indépendante contrôlée par CNC
- Système intégré de contrôle du positionnement de la pièce
- Système d’identification des outils par RFID
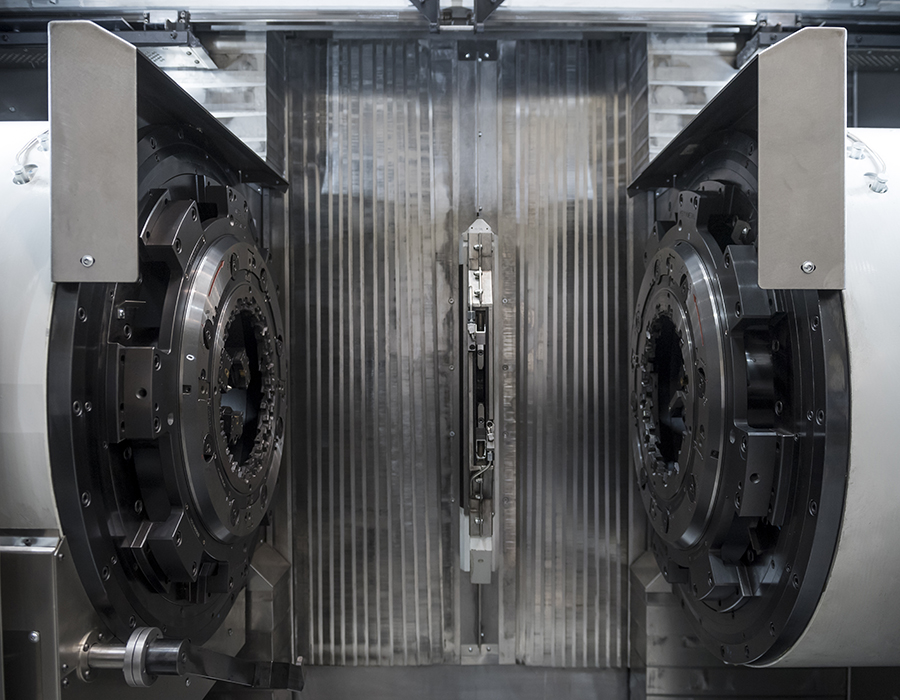
- Conception optimisée pour l’évacuation des copeaux en usinage à sec
- Protection entièrement fermée en acier inoxydable
- Bâti en structure nid d’abeille pour une évacuation efficace des copeaux
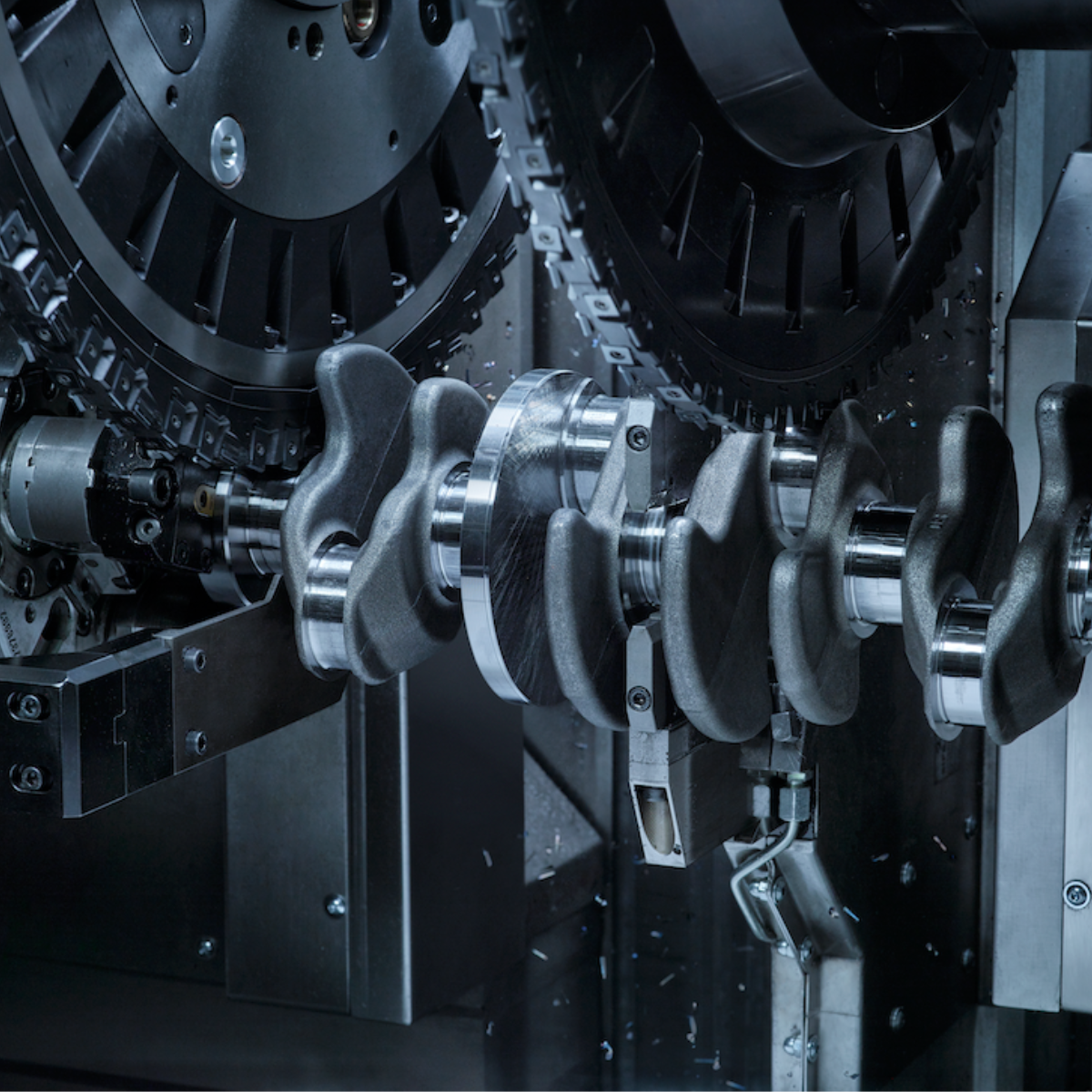
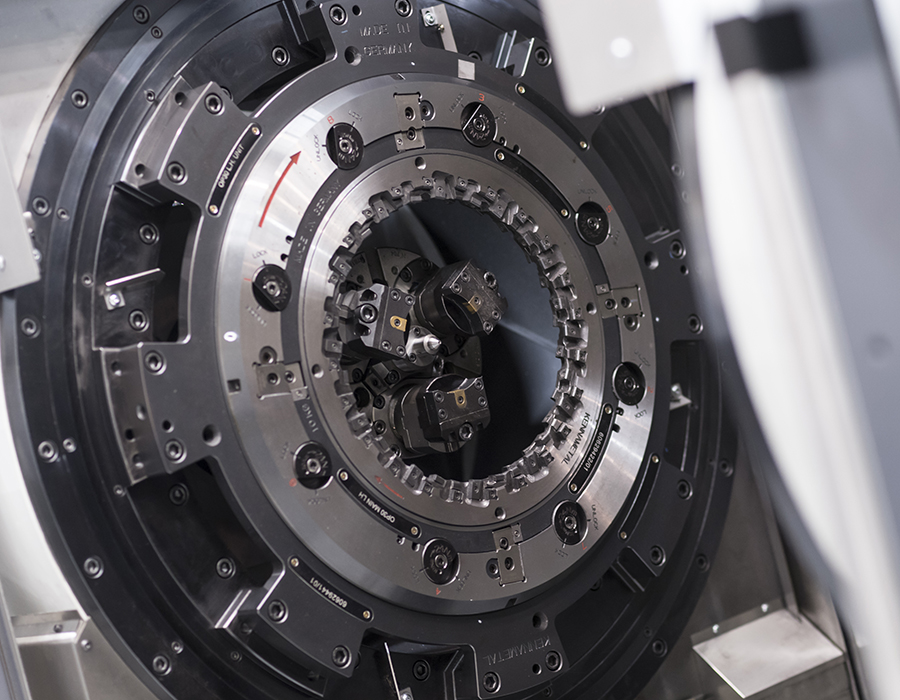
Architecture d’usinage à haute rigidité
La structure robuste de la machine et la configuration optimisée des broches garantissent une rigidité et une stabilité maximales lors des opérations d’usinage intensives.
Conçue pour maintenir une haute précision et des performances constantes dans la fabrication de vilebrequins et d’arbres à cames.
Configuration flexible de la machine
La configuration modulaire permet d’adapter la machine aux opérations de fraisage interne, fraisage externe ou aux procédés combinés de tournage et de brochage.
Une plateforme flexible conçue pour répondre à différents besoins de production tout en garantissant l’efficacité du processus.

Machine architecture

Unités d’usinage
- 2 unités à commande numérique (W1, W2).
- 1 lunette indépendante à commande numérique (W3).
- 2 unités broches d’outil à commande numérique (Z1/X1, Z2/X2), équipées de broches de fraisage S1/S2.
- Réduction de la distance du porte à faux entre la face du mandrin et le palier avant et son guidage sur la colonne.
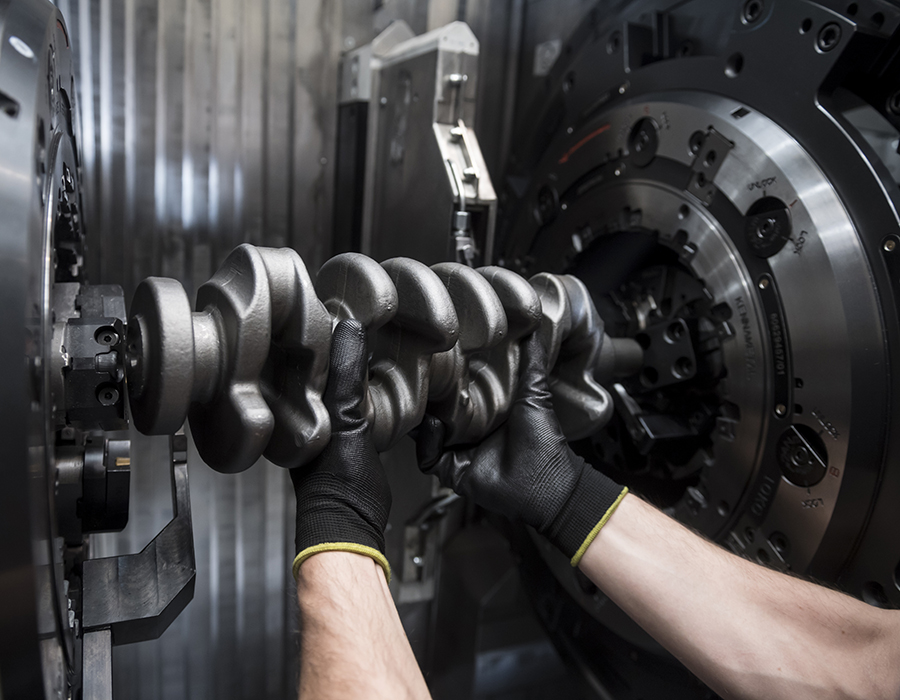
Prise de pièce
- 1 pièce par prise de pièce.
- Axes rotatifs: synchronisés C1 / C2.
- Pré-localisation de pièces: selon la géométrie des extrémités plateau et queue:
a) Pré-localisateurs rotatifs, fixés au mandrin.
b) Pré-localisateurs rétractables, pour mieux évacuer les copeaux.
Options
- Surveillance des outils D pour détecter la rupture de plaquettes individuelles.
- Surveillance des vibrations.
- Surveillance de la température de l’outil.
- Surveillance de la température des paliers principaux des broches.
- Surveillance de la température des moteurs couples.
-
1 Unités d’usinage
- 2 unités à commande numérique (W1, W2).
- 1 lunette indépendante à commande numérique (W3).
- 2 unités broches d’outil à commande numérique (Z1/X1, Z2/X2), équipées de broches de fraisage S1/S2.
- Réduction de la distance du porte à faux entre la face du mandrin et le palier avant et son guidage sur la colonne.
-
2 Prise de pièce
- 1 pièce par prise de pièce.
- Axes rotatifs: synchronisés C1 / C2.
- Pré-localisation de pièces: selon la géométrie des extrémités plateau et queue:
a) Pré-localisateurs rotatifs, fixés au mandrin.
b) Pré-localisateurs rétractables, pour mieux évacuer les copeaux.
-
3 Options
- Surveillance des outils D pour détecter la rupture de plaquettes individuelles.
- Surveillance des vibrations.
- Surveillance de la température de l’outil.
- Surveillance de la température des paliers principaux des broches.
- Surveillance de la température des moteurs couples.
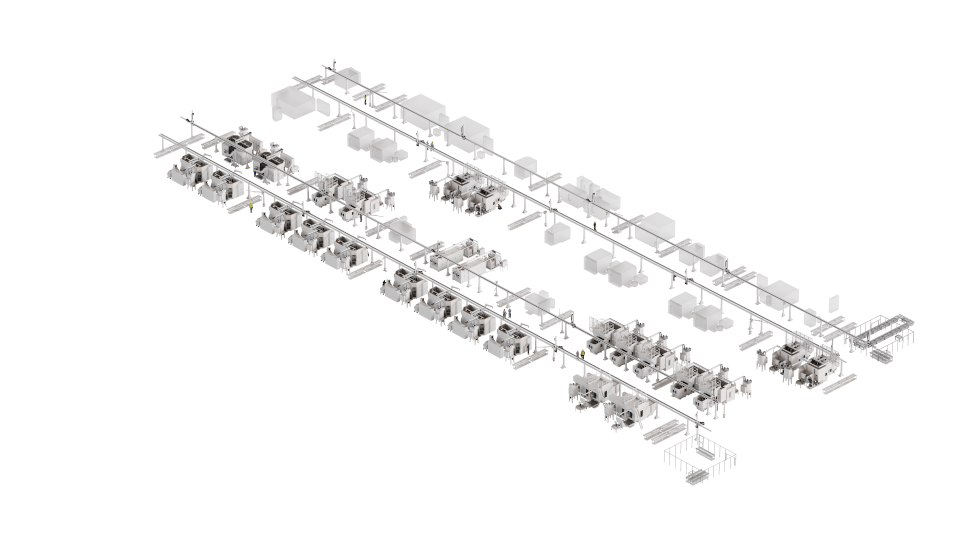
Designed for turnkey machining lines
Gallery


Applications
connexes

Vilebrequin
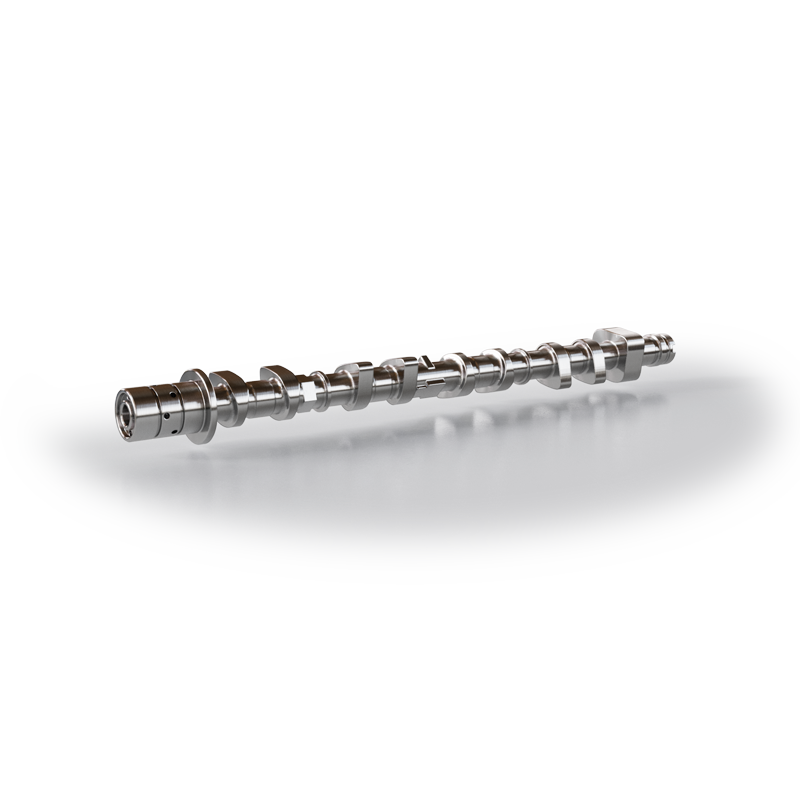
Arbre à cames
Variantes
de machine
iR – Configuration de fraisage interne
Configuration conçue pour les opérations de fraisage interne, garantissant précision et stabilité pour l’usinage des vilebrequins et arbres à cames.

oR – Configuration de fraisage externe
Configuration optimisée pour les opérations de fraisage externe, garantissant productivité et performances constantes.

tR – Configuration de tournage et brochage
Configuration combinée de tournage et brochage, adaptée aux géométries complexes avec une haute précision.
Nous pouvons vous aider avec le processus de fabrication de nombreuses autres applications
