

Lösungen für Hubzapfen-Fräsen und -Drehen
Introduction
Die iR/oR/tR-Serie wurde entwickelt, um hochproduktive Bearbeitungslösungen für die Herstellung von Kurbelwellen und Nockenwellen in anspruchsvollen industriellen Umgebungen zu bieten.
Basierend auf einer robusten Fräszentrum-Architektur integriert die Maschine fortschrittliche Spindeltechnologie, hohe strukturelle Steifigkeit und ein optimiertes Spänemanagement, um eine stabile und zuverlässige Leistung zu gewährleisten.
Dank ihrer modularen Konfiguration kann sie an unterschiedliche Bearbeitungskonzepte angepasst werden und bietet Flexibilität ohne Einbußen bei der Produktivität.
- Hohe Maschinensteifigkeit für stabile und präzise Bearbeitung
- Flexible Konfiguration für interne, externe oder kombinierte Bearbeitungsprozesse
- Optimierte Späneabfuhr für erhöhte Prozesssicherheit
- Hochleistungs-Spindeldesign für anspruchsvolle Bearbeitungen
- Reduzierter Wartungsaufwand dank robuster und vereinfachter Komponenten
- Ergonomisches Design für einfachen Zugang und Werkzeugwechsel
- 9-Achs-Maschine: 7 Linearachsen mit Linearmaßstäben und 2 Rotationsachsen mit Direktgebern
- Direct-Drive-Torquemotoren für Werkstückspindeln
- Hauptspindelmotoren mit vollständiger elektronischer Drehzahlregelung
- Feststehende Spitzen zur Vermeidung von hydraulischem Gleiten und Späneansammlungen
- Unabhängige, NC-gesteuerte Lünette
- Integriertes System zur Werkstücklagekontrolle
- RFID-Werkzeugidentifikationssystem
- Optimiertes Späneabfuhrdesign für Trockenbearbeitung
- Vollständig geschlossene Edelstahlverkleidung
- Wabenbett-Design für effiziente Späneabfuhr
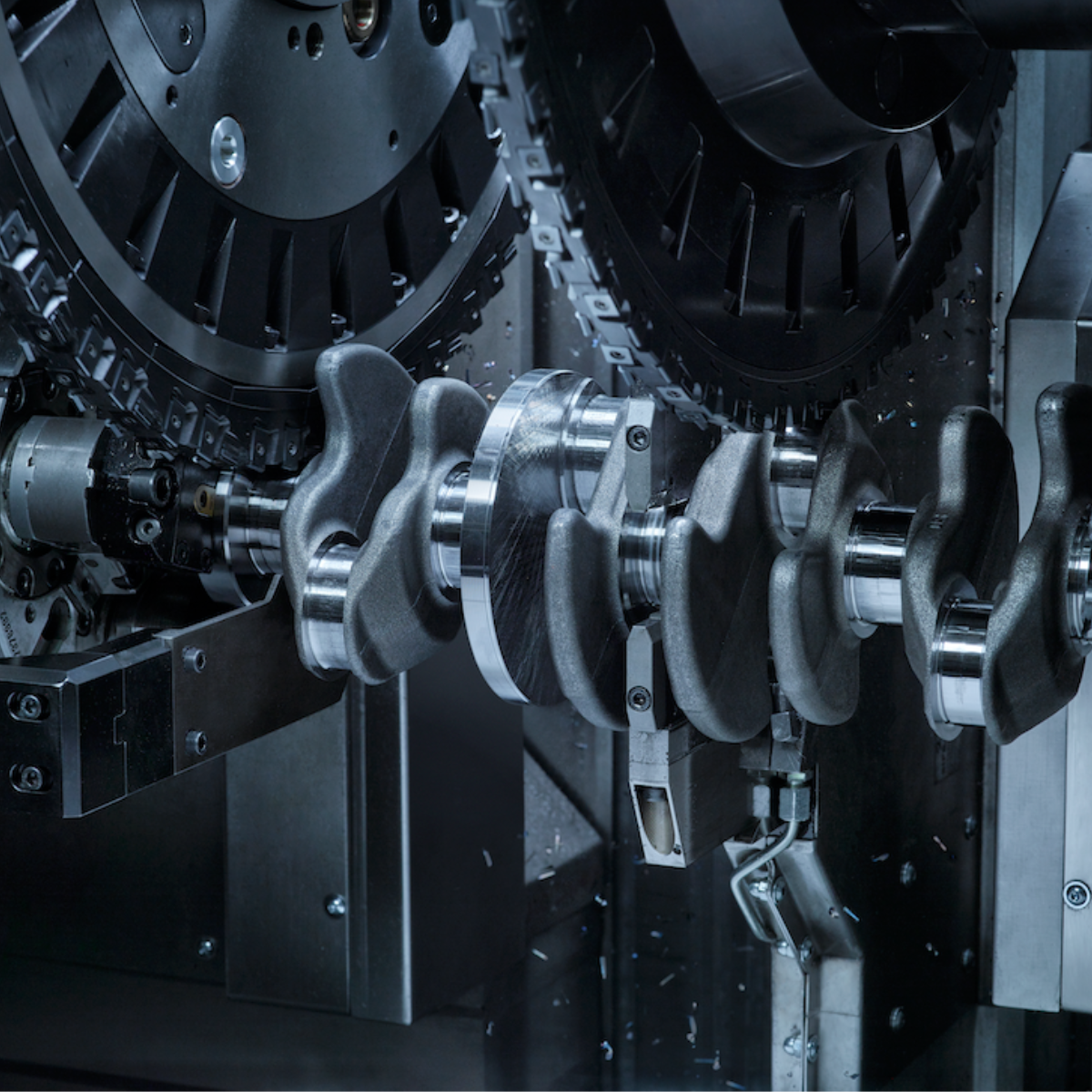
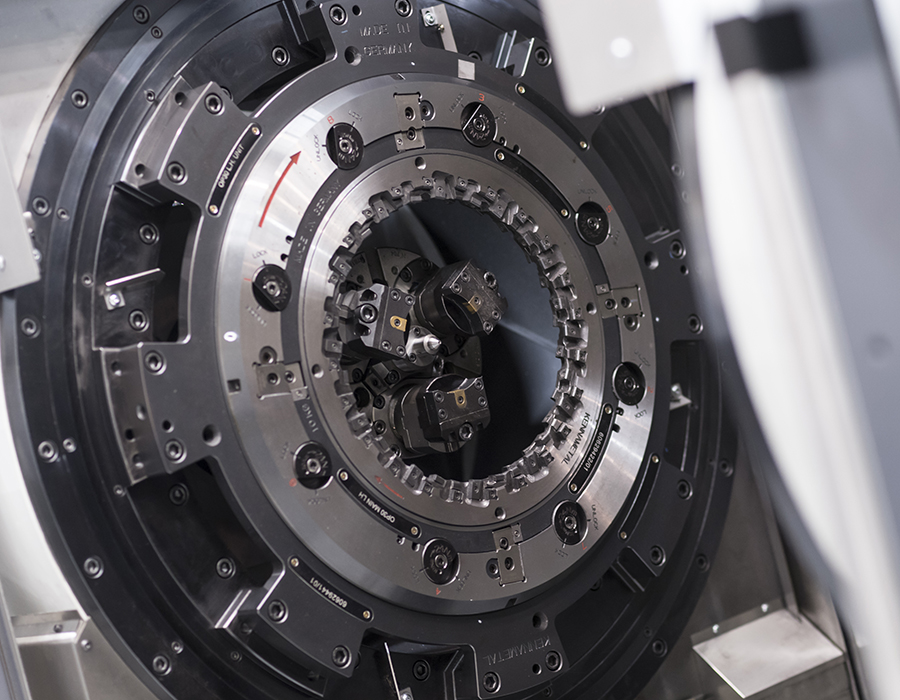
Hochsteife Bearbeitungsarchitektur
Die robuste Maschinenstruktur und die optimierte Spindelkonfiguration gewährleisten maximale Steifigkeit und Stabilität bei anspruchsvollen Zerspanungsprozessen.
Ausgelegt für hohe Präzision und konstante Leistung bei der Bearbeitung von Kurbelwellen und Nockenwellen.
Flexible Maschinenkonfiguration
Die modulare Konfiguration ermöglicht die Anpassung der Maschine an Innenfräsen, Außenfräsen oder kombinierte Dreh- und Räumprozesse.
Eine flexible Plattform, die unterschiedliche Produktionsanforderungen erfüllt und gleichzeitig die Prozesseffizienz gewährleistet.

Machine architecture

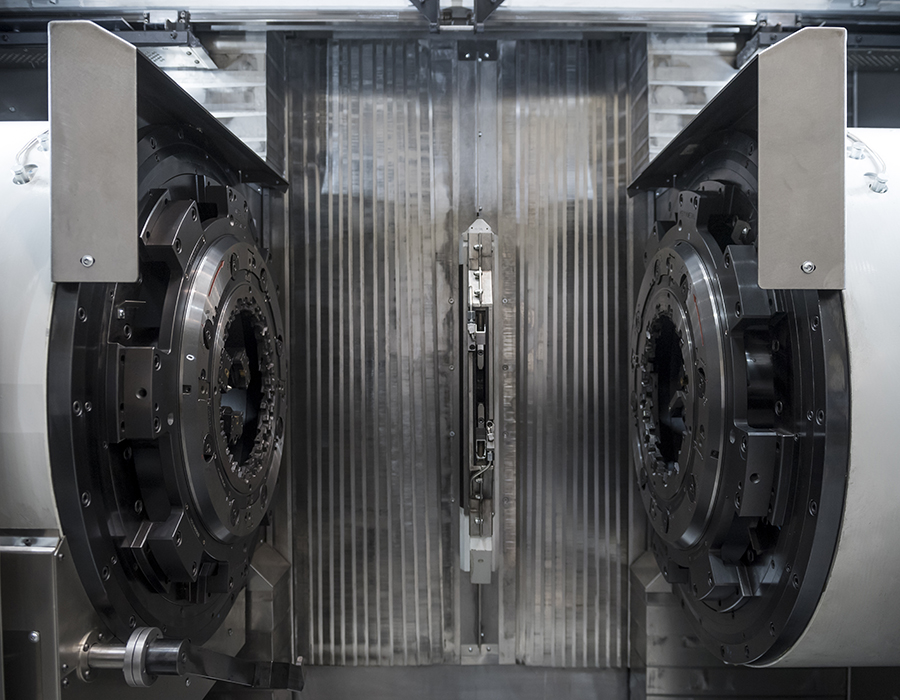
Bearbeitungseinheiten
- 2 NC-gesteuerte Werkstückeinheiten (W1, W2).
- 1 NC-gesteuerte unabhängige Lünette (W3).
- 2 NC-gesteuerte Werkzeugspindel-Einheiten (Z1/X1, Z2/X2), ausgestattet mit S1/S2-Frässpindeln.
- Reduzierter Überhangabstand ab Stirnseite des Spannfutters zum vorderen Lager und dessen Führung an der Säule.
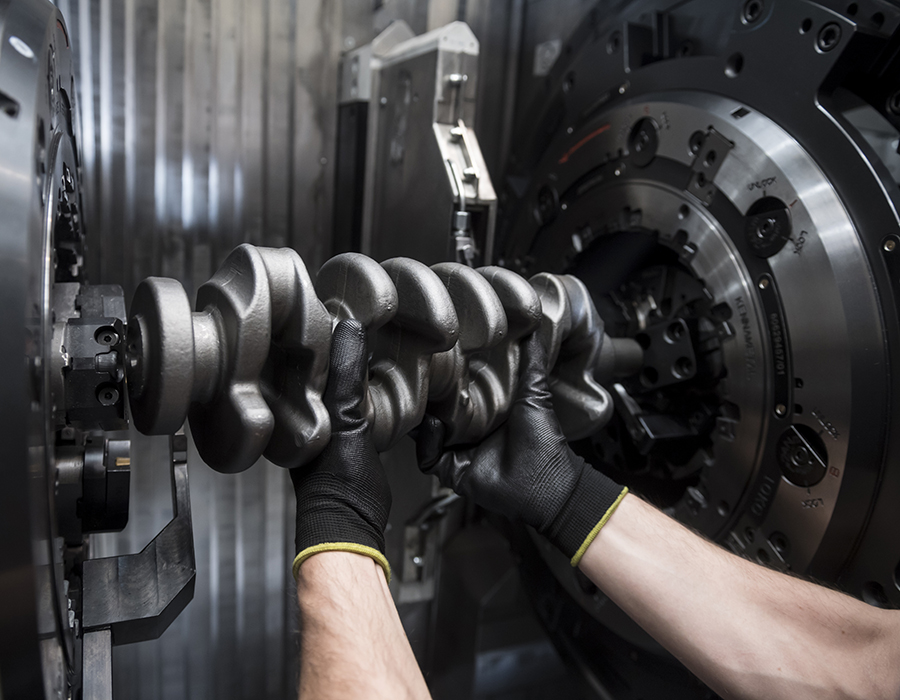
Spannvorrichtung
- 1 Werkstück pro Spannvorrichtung.
- Drehachsen: synchronisiert C1 / C2.
- Werkstückvorablage, entsprechend der Geometrie von Flansch und Zapfen:
a) Rotierende Vorablagen, am Spannfutter befestigt.
b) Einziehbare Vorablagen, für besseren Spanabwurf.
Optionen
- D-Werkzeugüberwachung zur Brucherkennung einzelner WSP.
- Schwingungs-Überwachung.
- Werkzeugtemperatur-Überwachung.
- Temperaturüberwachung der Spindel-Hauptlager.
- Temperaturüberwachung der Torquemotoren.
-
1 Bearbeitungseinheiten
- 2 NC-gesteuerte Werkstückeinheiten (W1, W2).
- 1 NC-gesteuerte unabhängige Lünette (W3).
- 2 NC-gesteuerte Werkzeugspindel-Einheiten (Z1/X1, Z2/X2), ausgestattet mit S1/S2-Frässpindeln.
- Reduzierter Überhangabstand ab Stirnseite des Spannfutters zum vorderen Lager und dessen Führung an der Säule.
-
2 Spannvorrichtung
- 1 Werkstück pro Spannvorrichtung.
- Drehachsen: synchronisiert C1 / C2.
- Werkstückvorablage, entsprechend der Geometrie von Flansch und Zapfen:
a) Rotierende Vorablagen, am Spannfutter befestigt.
b) Einziehbare Vorablagen, für besseren Spanabwurf.
-
3 Optionen
- D-Werkzeugüberwachung zur Brucherkennung einzelner WSP.
- Schwingungs-Überwachung.
- Werkzeugtemperatur-Überwachung.
- Temperaturüberwachung der Spindel-Hauptlager.
- Temperaturüberwachung der Torquemotoren.
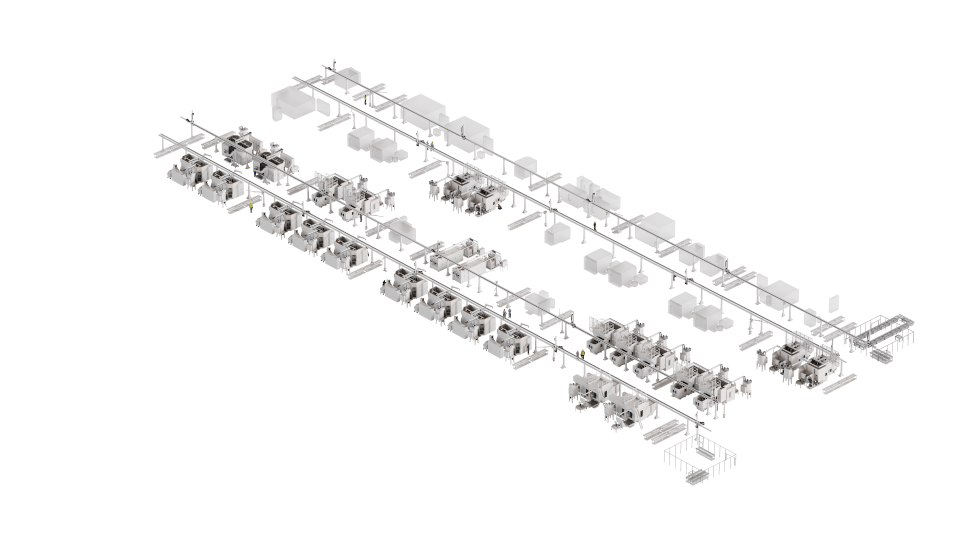
Designed for turnkey machining lines
Gallery


Anwendungsübersicht

Kurbelwelle
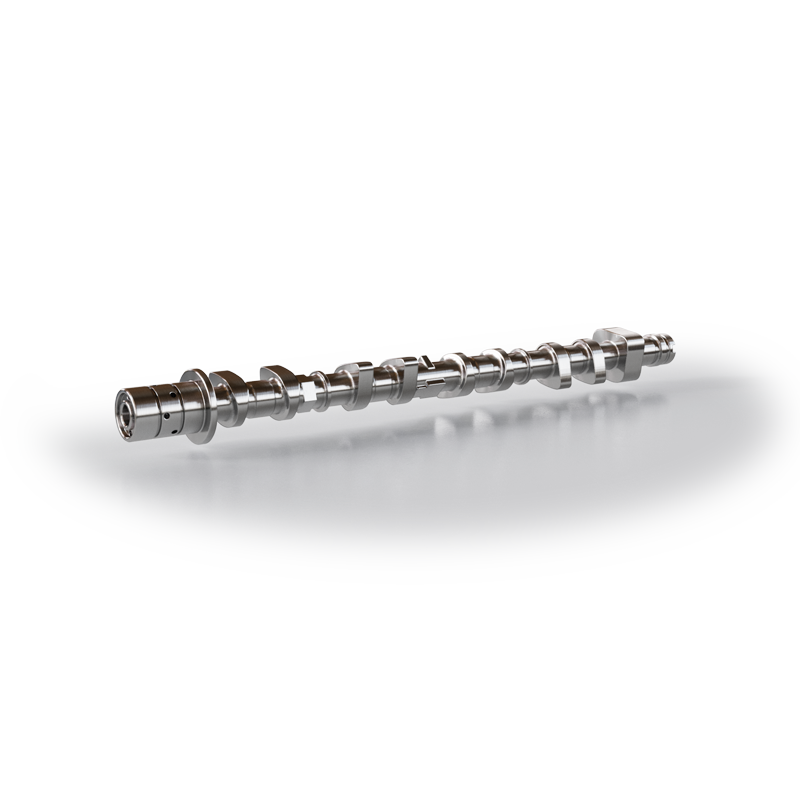
Nockenwelle
Maschinen
varianten
iR – Innenfräs-Konfiguration
Konfiguration für Innenfräsoperationen, die hohe Präzision und Stabilität bei der Bearbeitung von Kurbelwellen und Nockenwellen gewährleistet.

oR – Außenfräs-Konfiguration
Optimierte Konfiguration für Außenfräsprozesse, die hohe Produktivität und konstante Leistung gewährleistet.

tR – Dreh- und Räum-Konfiguration
Kombinierte Dreh- und Räumkonfiguration für komplexe Geometrien mit hoher Präzision und effizientem Materialabtrag.
Wir können Ihnen mit dem Fertigungsprozess von viele weiteren Anwendungen helfen
